<strike id="mewo0"></strike>
<ul id="mewo0"></ul> 重點行業COD減排實用技術研討會
廢紙紙漿綜合廢水治理工程的研究 馮 雷,張守健,張 巖,耿玉蓮(淄博市匯源環保設計院)
1 引言 隨著國家南水北調工程的開工,地方政府加大了對污染企業的管理,要求各污染企業對原有的治污設施進行改造,特別是以廢紙為原料的造紙企業要求在2006年底前實現零排放。鑒于此,我們針對濟寧市某紙業有限公司進行了技術改造。該企業年生產能力1.7萬t,主要產品以牛皮箱板紙、高強紗管原紙為主,生產原料為廢紙,日產廢水4000m3,外排3000m3。經過改造以后,該企業產量未變,日產廢水2000m3,外排300m3,噸紙消耗清水8m3,外排污水達到國家一級排放標準。該工程經過半年多的運行,產品質量及出水水質穩定,現對該工程做以下簡要的介紹。 2 生產工藝的改造 治理污染,我們本著從源頭抓起的原則,力求在生產過程中采用新技術,降低噸紙用水量。這樣既能節約資源降低生產成本,又能從源頭控制污染。為此,在該工程的改造中,針對生產用水線路進行了較大的改動[1]。 2.1 壓縮清水用量 在生產過程中對清水使用量嚴加控制,并采用一些節水措施,主要如下: (1)在不影響產品質量以及設備性能的情況下,最大限度提高清水循環使用率。首先,清水進入冷卻設備(主要是空壓機、冷缸、復卷機、壓榨機等),然后收集,經過加壓泵加壓后用于洗滌毛布[2]。具體做法詳見圖1。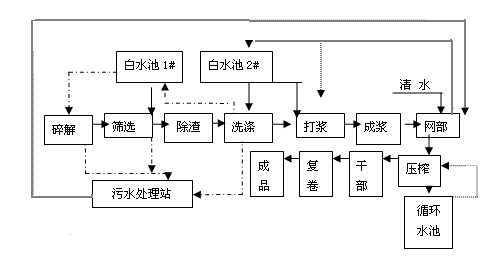 圖1 逆回水路線顯示示意圖 (2)在網案、毛布洗滌方面,采取高壓移動水針來代替老式的扇形洗滌。經現場測定,洗滌毛布采用高壓移動水針比扇形噴嘴節水90%。 (3)在網部成型方面,采用了高濃上網技術(上網濃度為1.5%),并且在生產過程中所用的漿料稀釋水均采用網下白水。 (4)網部、壓榨部的真空脫水用于網部的洗滌。 2.2 制漿上采用逆向回水路線 在紙漿方面引進芬蘭奧斯龍清潔生產工藝——逆向回水路線。根據各工序對水質要求不同,對造紙網下白水、污水處理后出水、紙漿洗滌水進行合理利用,使造紙網下白水不出生產線,污水處理站僅處理經重復使用后剩余的紙漿洗滌水,紙漿洗滌水經過處理后代替清水用于漿料的稀釋,清水僅用于輔料的稀釋[3](詳見圖1)。 經過上述改造后,該公司噸紙僅消耗清水8m3,日產廢水2000m3,外排300m3。 2.3 污水處理站的廢水來源及水質 2.3.1 廢水來源及水量 經過改造以后,污水處理站的廢水主要來源于制漿車間的碎解、篩選、除渣、洗滌等工序,由于采用間歇式打漿,廢水排放不穩定,存在著一定的周期,約2.5h一個周期(峰值90m3/h,峰谷20m3/h),日排放廢水2000m3。 2.3.2 污水水質及排放標準 由于該公司主要利用廢紙為原料,水質不穩定,變化較大,特別是CODCr波動較大,具體情況詳見表1。市地環保部門要求該公司執行GB 8978-1996中一級排放標準。
圖1 逆回水路線顯示示意圖 (2)在網案、毛布洗滌方面,采取高壓移動水針來代替老式的扇形洗滌。經現場測定,洗滌毛布采用高壓移動水針比扇形噴嘴節水90%。 (3)在網部成型方面,采用了高濃上網技術(上網濃度為1.5%),并且在生產過程中所用的漿料稀釋水均采用網下白水。 (4)網部、壓榨部的真空脫水用于網部的洗滌。 2.2 制漿上采用逆向回水路線 在紙漿方面引進芬蘭奧斯龍清潔生產工藝——逆向回水路線。根據各工序對水質要求不同,對造紙網下白水、污水處理后出水、紙漿洗滌水進行合理利用,使造紙網下白水不出生產線,污水處理站僅處理經重復使用后剩余的紙漿洗滌水,紙漿洗滌水經過處理后代替清水用于漿料的稀釋,清水僅用于輔料的稀釋[3](詳見圖1)。 經過上述改造后,該公司噸紙僅消耗清水8m3,日產廢水2000m3,外排300m3。 2.3 污水處理站的廢水來源及水質 2.3.1 廢水來源及水量 經過改造以后,污水處理站的廢水主要來源于制漿車間的碎解、篩選、除渣、洗滌等工序,由于采用間歇式打漿,廢水排放不穩定,存在著一定的周期,約2.5h一個周期(峰值90m3/h,峰谷20m3/h),日排放廢水2000m3。 2.3.2 污水水質及排放標準 由于該公司主要利用廢紙為原料,水質不穩定,變化較大,特別是CODCr波動較大,具體情況詳見表1。市地環保部門要求該公司執行GB 8978-1996中一級排放標準。 3 污水處理站的工藝流程 3.1 該公司原來工藝流程 1997年該公司配套建設一座污水處理站,主要采用物化處理方法,詳見圖2。
3 污水處理站的工藝流程 3.1 該公司原來工藝流程 1997年該公司配套建設一座污水處理站,主要采用物化處理方法,詳見圖2。
